
7x24小时咨询热线
400-660-3310
当前位置 : 好学校 宁波余姚优职模具培训中心 学校动态 资讯详情
导读:余姚市优职模具职业培训学校创办于2004年,是余姚优职模具公司投资,经余姚市工商局认证的专业模具与数控技术培训机构。学校主要开设 “工业产品设计、塑胶模具设计、五金模具设计、CNC数控编程” 四大核心课程。优职团队十年如一日,专注技术,专注教学,紧跟工厂需求,为行业输送了大批模具技术人才,得到社会的广泛认可。优职是行业技术实力强大,师资稳定,专业齐全,服务完善,口碑优良,能实实在在学好技术并对口就业的培训机构。 下面让小编来介绍CNC数控模具加工师傅如何选择合适的铣刀和铣削方式吧!
选择合适的铣削刀具,在面铣加工中采用滚动切入法,以及在条件适合时用铣刀进行孔加工,制造商可以在无需投资购买新设备的情况下,大幅提高生产能力,提高加工效率而节省大量时间和成本。
在选择适合加工任务的铣刀时,必须考虑被加工零件的几何形状、尺寸和工件材质的各种问题。
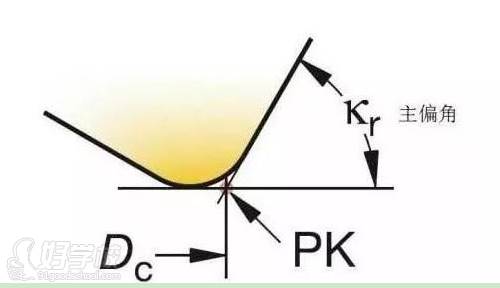
铣刀主偏角
主偏角为切削刃与切削平面的夹角。主偏角对径向切削力和切削深度影响很大。径向切削力的大小直接影响切削功率和刀具的抗振性能。
铣刀的主偏角越小,其径向切削力越小,抗振性也越好,但切削深度也随之减小。
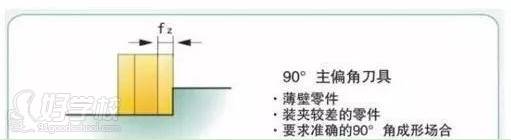
在铣削带方肩的平面时选用 90°主偏角。该类刀具通用性好,在单件、小批量加工中选用。由于该类刀具的径向切削力等于切削力,进给抗力大,易振动,因而要求机床具有较大功率和足够的刚性。
在加工带方肩的平面时,也可选用88°主偏角的铣刀。较之90°主偏角铣刀,其切削性能有一定改善。90°方肩铣刀进行平面铣削的情况也十分常见。在某些情况下,这种选择有其合理性。铣削的工件形状不规则,或铸件表面会导致切深量发 生变化,方肩铣刀可能是佳选择。但在其他情况下,选用标准的45°面铣刀可能会获益更多。
当铣刀的切入角小于90°时,由于切屑变薄,轴向切屑厚度会小于铣刀的进给率,则铣刀切入角将对其适用的每齿进给量产生很大的影响。
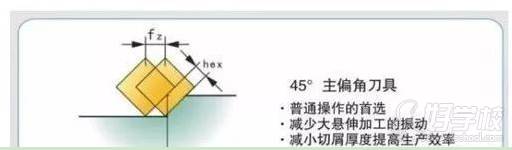
在面铣加工中,切入角为45°的面铣刀会使切屑变得更薄。随着切入角的减小,切屑厚度会小于每齿进给量,而这反过来可以使进给率提高到原来的1.4倍。
45°主偏角铣刀的径向切削力大幅度减小,约等于轴向切削力,切削载荷分布在较长的切削刃上,具有很好的抗振性,适用于镗铣床主轴悬伸较长的加工场合。用该类刀具加工平面时,刀片破损率低,耐用度高; 在加工铸铁件时,工件边缘不易产生崩刃。
铣刀尺寸选择
标准可转位面铣刀直径规格为Φ16~Φ630mm。铣刀的直径应根据 铣削宽度、深度选择,一般铣前深度、宽度越大,铣刀直径也应越大。粗铣时,铣床铣刀直径要小些;精铣时,铣刀直径要大些,尽量包容工件整 个加工宽度,减小相邻两次进给之间的接刀痕迹。
在对大型零件进行面铣加工时,都是使用直径较小的铣刀,这就为提高生产率留下了很大余地。在理想情况下,铣刀应有70%的切削刃参与切削。 用铣刀铣孔时,刀具尺寸变得尤为重要。相对于孔径而言,铣刀的直径太小,则加工时可能会在孔的中心形成一个料芯。当料芯落下时,可能会损坏工件或刀具。铣刀直径过大,则会损 坏刀具本身和工件,因为铣刀不在中心切削,可能会在刀具底部发生碰撞。
宁波余姚优职模具培训中心
认证等级
宁波余姚优职模具培训中心
已获好学校V2信誉等级认证
信誉值
与好学校签订读书保障协议:













 粤公网安备 44010602004272号
粤公网安备 44010602004272号